

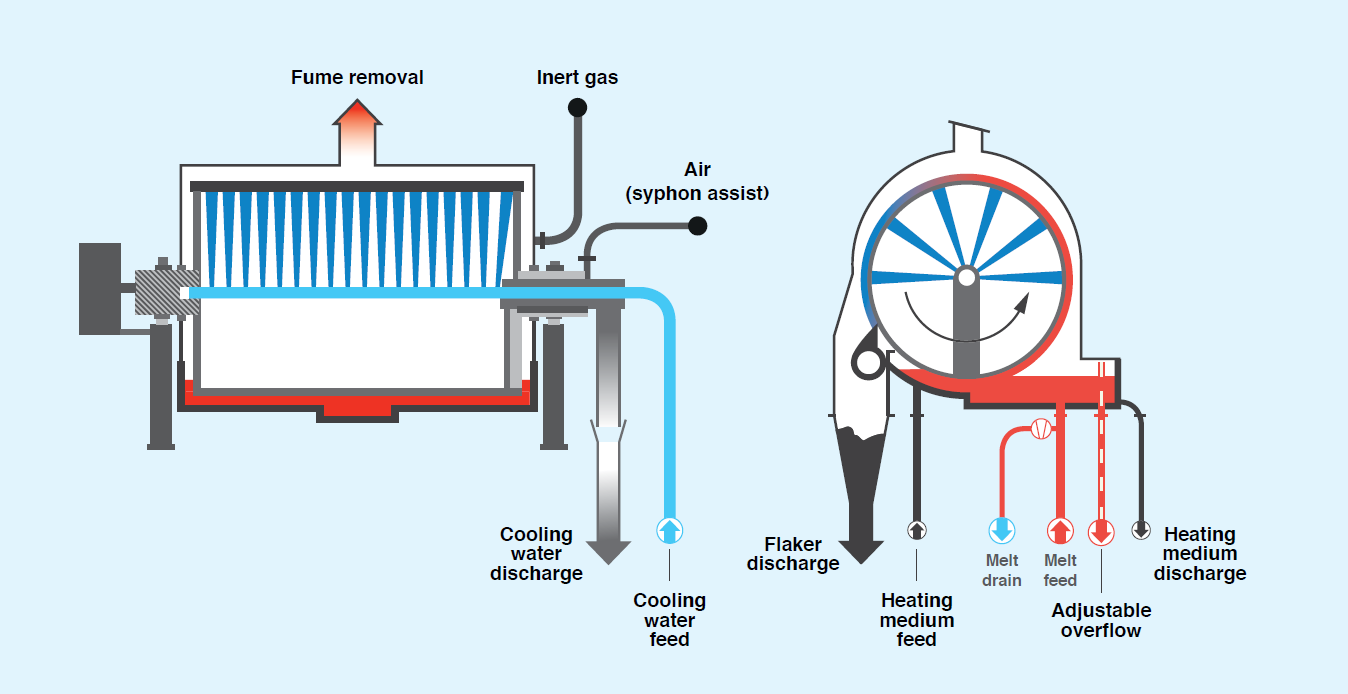
Drum Flaker is used for transforming molten material into solid flakes. The heat of the melt is absorbed by means of Cooling or Chilled Water in the solidification process (based on the melting point).
A Flaker generally consists of the following: Cooling Drum, Feeder, Cutter, Drive, Chassis, Cover, Isolation System, Heater, Auxiliary Mechanisms, and Electric and Control Panels. The following figure illustrates a drum flaker:
The material of the drum and its parts which will be in contact with the melt is selected based on the material and temperature of the input melt (corrosion considerations) and requirements of common standards of the guild. The size of the drum is also calculated and determined based on the production capacity and the difference between the temperature of the melt and cold water. Having the right length to diameter ratio is of great importace in determination of dimensions of the drum.
A flaker is characterized with the mechanical and heat capacity, which are calculated as follows:
Mechanical capacity = number of rotation drum × density × thickness of the film × surface area of the drum
Heat capacity = latent heat absorbed during solidification at melting point + heat absorbed from inlet temperature to flake production
In a standard flaker, the mechanical capacity is equal to the heat capacity.
Flakers are divided into four categories in terms of feeding:
- Dip Feed
- Overhead Applicator Roll (Top Feed)
- Twin Drum
- Specialty Designs
The following figures present different feeding methods:
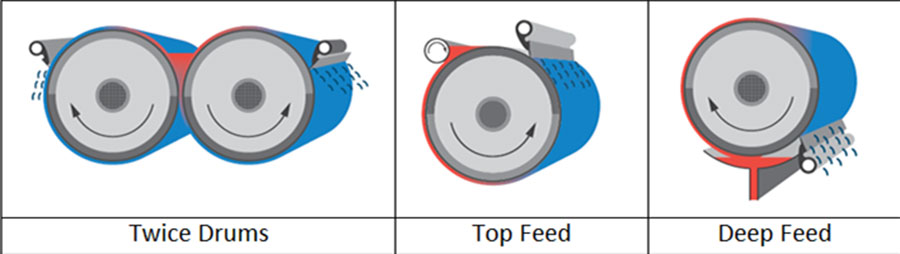
Each type is suitable and ideal for a certain type of material, based on its behavior and physical and chemical characteristics. Due to the specialization of type selection, an expert would choose the right flaker after taking a sample of the material, in the event of indecisiveness of the customer.
Cooling is conducted by one of these three methods:
- The drum is filled with cold water.
- A cold-water jacket is created inside the drum by means of an inner shell.
- The water is sprayed uniformly onto the inner surface of the drum through internal nozzles and then settles at the bottom of the drum and subsides following generation of a turbulent layer that absorbs the heat.
The first two methods (i.e., filling the drum with the water or using a double-shell drum) are obsolete due to low thermal efficiency and cracking. We use the nozzle spray method, which has the highest thermal efficiency and lowest cold-water consumption. This can have significant implications for utility costs.
Our company uses special anti-fouling nozzles to conduct the cooling process of the drums in line with modern global methods without facing clogging problems.
Material separation system (cutter or scraper blade) also plays an important role in the performance of the flaker. In the past, drums were merely equipped with fixed blades with bean-shaped holes on them. However, it was proven over time that fixed cutters face problems with initial adjustment, frequent blunting, and their settings.
Kiatarh Apadana uses RO type cutters with three independant stages. This is the newest separation method. The most important features of these blades include easy regulation, very low depreciation, and the possibility of controlling the size of cut parts. These blades can cut solid films from very small sizes (the size of coconut powder granules) to large sizes (like foil flakes).
In today’s world, the safety of the operator and the pollution of the factory cannot be ignored.
When it comes to flaking materials with toxic or flammable vapors, these factors become necessities. Our company takes the cover and isolation systems,to the inner space of the machine is completely isolated from the surrounding environment.
The isolation can be employed in two “normal” and “partial pressure” classes.
The “partial pressure” class is employed where any leakage of the vapors or oxygen can cause an catastrophe. Otherwise, “normal” class is sufficient for safety of the workshop.

If the client is sure that vapors are safe and the mix of oxygen with the melt is permitted, we can design and manufacture the machine in free class (without cover), for costs concerns.
Other issues that Kiatarh Apadana considers in the design and manufacturing of its drum flakers include the following:
- Stress reliving the drum before machining, which is necessary to maintain the dimensional accuracy of the drum in the long run.
- Using electric or mechanical heaters (steam or oil) to keep the feeding system warm, which protects the movement and distribution paths from the melt from the risk of freezing and clogging.
- Using best practices in making parts – especially drums – based on past experiences. If the required precision is not achieved in making the drum and cutter, adjusting the top blade would be very difficult and, in some cases, impossible. If the connecting methods and welding order of the parts are not observed, the precision would be lost over time due to distortion of the parts.
- Using stage seals (5 + 2) at the inlet and outlet of cold water, which completely seal the joints and prevent leakage of the water in continuous and long-term operations.
- Using quality material and parts (reputable brands).
- Installing auxiliary mechanisms on the machine for ease of operation and repairs.
- Providing feature for adjusting the thickness of the solid film on machines of all types.
- Designing and manufacturing flakers with highest safety class (EXD( for highly flammable or toxic materials.

